 Passer au contenu principal Passer au pied de page
Passer au contenu principal Passer au pied de page 
Atteindre un véritable rapport coût-efficacité (12v electric cool box) est le facteur déterminant entre l'obtention d'un contrat de vente au détail à l'échelle nationale et le rejet de votre produit en raison d'un dépassement de budget de quelques dollars. Lorsqu'un acheteur de grande surface fixe un prix de détail cible inférieur à $40, l'ensemble de votre nomenclature et de votre plan logistique est mis à l'épreuve. Un choix apparemment mineur de résine plastique ou de mousse d'isolation peut se traduire par un prix FOB final qui n'est pas à la hauteur de l'objectif, ce qui tue l'affaire avant même que la production ne commence. La partie ne se gagne pas avec une grosse économie, mais avec une douzaine de petites décisions calculées.
Cette analyse détaille les stratégies spécifiques d'ingénierie et de chaîne d'approvisionnement nécessaires pour atteindre ce niveau de prix agressif. Nous analyserons le rapport coût-bénéfice de l'utilisation du plastique PP par rapport à l'ABS pour le boîtier et nous comparerons l'isolation par feuille d'EPS à la mousse d'injection PU plus coûteuse. L'analyse porte ensuite sur la logistique, en expliquant comment une conception d'emballage imbriquée peut réduire les coûts de transport maritime jusqu'à 40%. Enfin, nous verrons comment gérer les séries de couleurs promotionnelles pour les événements saisonniers sans ajouter de dépenses inutiles à l'unité de base.
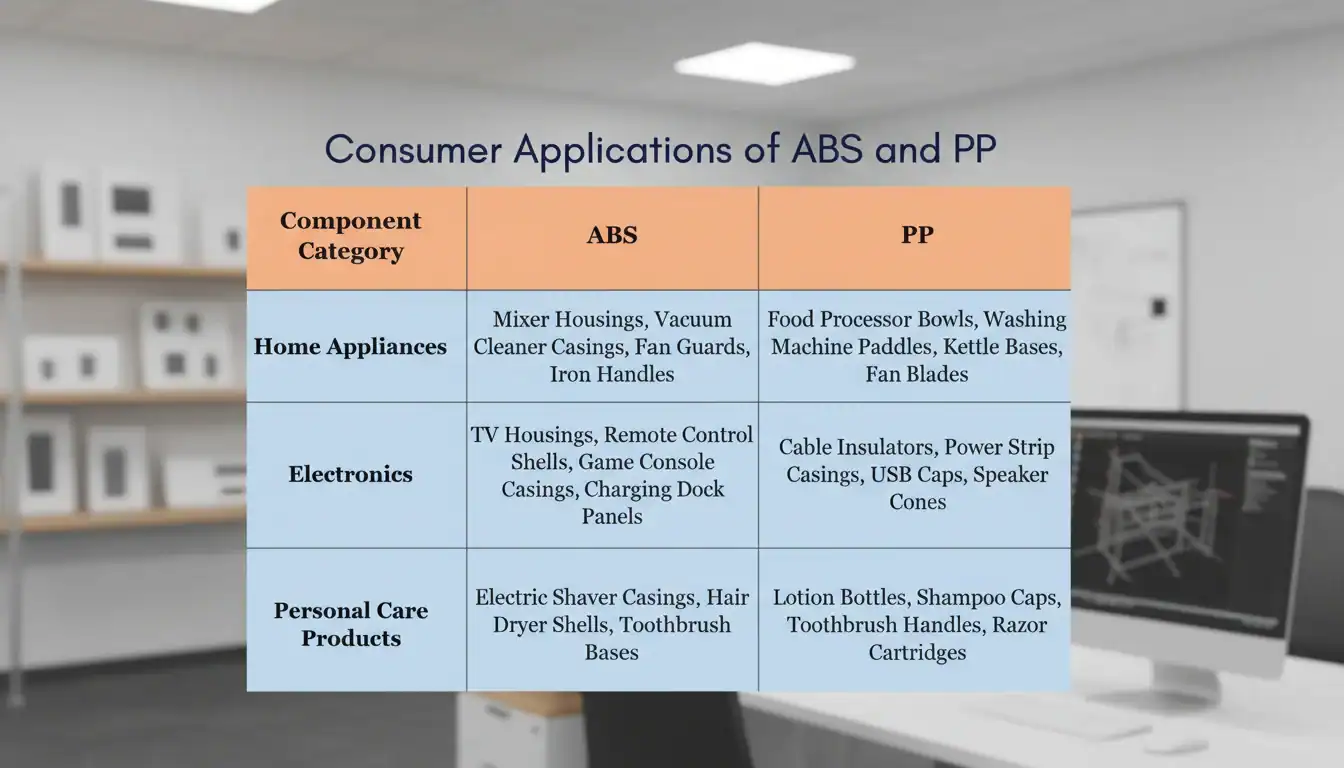
Coûts des matériaux : Pourquoi choisir le plastique PP plutôt que l'ABS ?
Le polypropylène offre des coûts de matières premières inférieurs pour la production de grands volumes, tandis que l'ABS offre une meilleure valeur de cycle de vie grâce à une finition supérieure et à une précision dimensionnelle.
Analyse du coût des matières premières par tonne
Le polypropylène (PP) présente un net avantage en termes de coûts initiaux, le prix des matières premières se situant entre $1 283 et $1 350 la tonne. Il s'agit donc du thermoplastique de prédilection pour les productions à grande échelle, où le coût unitaire des matériaux est un facteur déterminant. Pour les composants à grand volume, cet investissement initial plus faible est un facteur important dans la planification du budget.
L'ABS, bien que plus cher à la tonne, peut réduire le coût total par pièce dans des scénarios de fabrication spécifiques. Il nécessite souvent moins de travail de post-traitement en raison de sa capacité à obtenir une finition de surface de meilleure qualité directement à partir du moule. Cette réduction du travail de finition et les tolérances de moulage plus strictes peuvent faire de l'ABS un choix plus économique si l'on considère l'ensemble du coût du cycle de vie, en particulier pour les pièces dont l'apparence et la précision sont essentielles.
Évaluer les performances dans des environnements exigeants
Dans les applications exposées à des conditions difficiles, le polypropylène fait preuve d'une résistance supérieure. Ses propriétés techniques en font un choix fiable là où d'autres plastiques pourraient échouer, ce qui réduit directement les coûts de maintenance et de remplacement pendant la durée de vie du produit. Les principaux avantages en termes de performances sont les suivants :
- Résistance à la chaleur : Le PP conserve son intégrité structurelle sur une large plage de températures fonctionnelles, de -20°C à 120°C, surpassant l'ABS dans les environnements à forte chaleur.
- Résistance à la fatigue : Ce matériau excelle dans les applications nécessitant des flexions répétées. C'est le choix standard pour les composants dotés de charnières vivantes, qui peuvent supporter des milliers de cycles sans se fissurer.
- Résistance chimique : Le PP offre une protection robuste contre les produits chimiques industriels courants, notamment les acides, les alcalis et les solvants organiques, ce qui le rend idéal pour les conteneurs, les revêtements de réservoirs et les composants dans des environnements corrosifs.
Quand l'ABS apporte une meilleure valeur au cycle de vie
L'ABS devient le choix le plus stratégique lorsque le coût total de production et les performances à long terme l'emportent sur le prix de la matière première. Pour les pièces qui nécessitent une finition esthétique de haute qualité directement à partir du moule, l'ABS réduit considérablement le besoin d'opérations secondaires telles que le ponçage, la peinture ou le polissage. Cela permet de réduire les coûts de main-d'œuvre et les délais de production.
Son principal avantage réside dans la stabilité dimensionnelle. L'ABS présente moins de retrait de matière et maintient des tolérances plus serrées au cours du processus de moulage par injection. Cette précision est essentielle pour les assemblages complexes ou les composants imbriqués où un ajustement parfait n'est pas négociable, ce qui permet de réduire les taux de rebut et de garantir une qualité constante sur l'ensemble des lots de production.
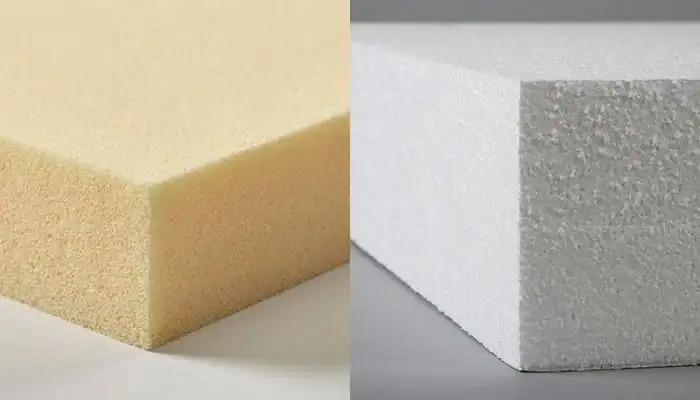
Mousse d'isolation : EPS (Styrofoam) vs. injection de PU - L'écart de coût
Le choix entre le PSE bon marché et la mousse PU haute performance définit directement le prix, la capacité de congélation et la durabilité structurelle d'une glacière pour différents marchés.
Coûts des matières premières et de la production
Le polystyrène expansé (EPS) a un coût de matière première par kilogramme nettement inférieur à celui du polyuréthane (PU). Cet avantage en termes de coûts fait du PSE l'isolant standard pour les produits de grand volume et sensibles au prix, comme nos glacières thermoélectriques. Le processus de fabrication est simple et consiste à insérer des blocs de mousse préformés dans la cavité de la glacière. En revanche, l'injection de PU nécessite un processus de moussage plus complexe avec des machines spécialisées, ce qui augmente à la fois le coût du matériau et les frais généraux de fabrication. Ce coût plus élevé se justifie pour les réfrigérateurs à compresseur dont l'objectif principal est d'obtenir des performances supérieures, tandis que le coût plus faible du polystyrène expansé soutient le positionnement économique de la gamme de produits thermoélectriques.
Performance thermique et impact de la valeur R
La principale différence de performance réside dans la résistance thermique, ou valeur R. La mousse de PU offre une valeur R beaucoup plus élevée d'environ R-6,5 par pouce, fournissant l'isolation supérieure nécessaire pour que nos réfrigérateurs à compresseur atteignent et maintiennent des températures de congélation de -20°C. Cette efficacité signifie que le compresseur travaille moins pour maintenir la température, ce qui permet directement la faible consommation d'énergie du mode Eco (moins de 45 W). Le PSE offre une valeur R adéquate d'environ R-4 par pouce. C'est suffisant pour les glacières thermoélectriques qui fonctionnent sur la base d'un Delta T, refroidissant le contenu à 15-20°C en dessous de la température ambiante, mais cela ne permet pas d'obtenir une véritable congélation.
Rigidité structurelle et durabilité à long terme
La mousse PU injectée se lie chimiquement aux parois intérieures et extérieures de la glacière, créant ainsi une structure unique et solide. Cette construction monolithique améliore considérablement la résistance aux chocs et la rigidité, une caractéristique essentielle pour l'utilisation tout-terrain et les vibrations du véhicule. L'isolation EPS, qui consiste en des blocs séparés et ajustés, fournit une isolation thermique mais n'ajoute aucune résistance structurelle à l'unité elle-même. La rigidité apportée par la mousse PU est particulièrement importante pour nos grands groupes à compresseur (35L-50L), car elle leur permet de résister à de lourdes charges internes et aux contraintes constantes du voyage sans se déformer ni se fissurer.
Des glacières personnalisées pour développer votre activité

Logique d'emballage : L'emboîtement d'unités permet-il d'économiser 40% sur le fret maritime ?
L'emboîtement de petites glacières à l'intérieur de grands réfrigérateurs permet d'augmenter la quantité de chargement du conteneur de 35-40%, ce qui réduit directement le coût du fret maritime par unité en maximisant l'efficacité volumétrique.
Chargement de base des conteneurs pour les expéditions à unité de stock unique (Single-SKU)
Pour comprendre les économies réalisées, nous avons d'abord besoin d'une base de référence. Prenons l'exemple d'un envoi standard de notre glacière thermoélectrique Classic 24L. Chaque unité, emballée dans un carton individuel, occupe un volume spécifique d'un mètre cube (CBM). Un conteneur standard de 40 pieds (40′ HQ) a une capacité de chargement pratique d'environ 60 MBC. Sur la base des dimensions du carton de la glacière 24L, une expédition conventionnelle d'un seul emballage permet de transporter environ 1 250 unités par conteneur. Ce chiffre sert de référence pour le coût du fret par unité ; le prix total du fret maritime divisé par 1 250 nous donne le coût de l'expédition d'une glacière.
La méthode de l'emboîtement : Maximiser l'efficacité volumétrique
L'emboîtement est le processus physique qui consiste à emballer un produit plus petit dans l'espace interne vide d'un produit plus grand. Cette stratégie permet de récupérer de l'air qui, autrement, serait expédié à un coût élevé. Un exemple courant et efficace consiste à placer notre mini-console de 8 litres directement à l'intérieur d'un réfrigérateur portable à compresseur de 50 litres. L'intérieur de l'unité de 50 litres est en fait un espace mort dans un envoi standard. En le remplissant avec un produit plus petit et vendable, nous augmentons le nombre total d'unités dans le conteneur sans augmenter de manière significative le volume total de CBM occupé. Cette méthode améliore directement la densité de chargement des conteneurs.
Analyse de l'augmentation de la quantité de charge du 40%
Comparons les chiffres. Alors qu'un QG de 40′ peut contenir 600 réfrigérateurs à compresseur de 50 litres lorsqu'il est expédié seul, l'emboîtement nous permet d'ajouter 600 glacières de console de 8 litres à l'intérieur. Le nombre total de produits dans le conteneur passe de 600 à 1 200 unités, avec seulement une légère augmentation du CBM due à un carton principal plus grand. Pour les conteneurs de modèles mixtes, cette tactique permet systématiquement d'augmenter le nombre total de produits expédiés de 35 à 40%. Alors que les recherches montrent que le chiffre de 40% est souvent attribué à tort aux économies réalisées sur le fret aérien, l'impact sur le fret maritime est simple : un nombre plus élevé d'unités par conteneur réduit directement le coût au débarquement par unité.
Exécution d'un envoi imbriqué : Étapes nécessaires
L'exécution réussie d'une expédition imbriquée nécessite une planification et une coordination. Il ne s'agit pas d'une méthode d'emballage standard et elle doit être spécifiée au moment de la commande. Les principales exigences sont les suivantes :
- Bon de commande à modèle mixte : La commande doit inclure des UGS compatibles, telles qu'un grand réfrigérateur à compresseur et une petite glacière à console, dans des quantités correspondantes.
- Carton maître personnalisé : Nous concevons et produisons un carton principal plus grand et renforcé pour abriter les deux unités en toute sécurité. Les produits sont ainsi protégés et peuvent être manipulés en une seule pièce lors du chargement.
- Procédure d'emballage en usine : Notre chaîne d'assemblage commence par envelopper le plus petit article emboîté dans un matériau de protection (par exemple, de la mousse EPE) avant de le placer à l'intérieur du plus grand réfrigérateur pour éviter qu'il ne soit éraflé ou endommagé pendant le transport. L'ensemble est ensuite emballé dans le carton principal personnalisé.
Considérations logistiques et compromis
Bien qu'efficace, cette méthode introduit des étapes logistiques sur le lieu de destination. Le personnel de l'entrepôt doit être formé au déballage des unités imbriquées, car un carton principal contient désormais deux UGS distinctes qui doivent être scannées dans l'inventaire. Un étiquetage clair sur le carton principal et des instructions pour les équipes de réception sont essentiels pour éviter les écarts d'inventaire. Cette stratégie convient mieux aux importateurs et aux distributeurs qui vendent une gamme variée de glacières et de réfrigérateurs, ce qui leur permet de bénéficier de la réduction des frais de transport sur l'ensemble de leur gamme de produits. Elle nécessite une planification coordonnée des stocks entre votre équipe et KelyLands afin de s'assurer que les calendriers de production des deux modèles s'alignent pour un emballage simultané.

Couleurs promotionnelles : Personnalisation pour la Fête des Pères/Noël
Les promotions saisonnières nécessitent une planification précise des matériaux et de la production afin d'aligner les couleurs personnalisées sur les objectifs de la marque, les délais de livraison et les quantités minimales de commande pour un impact maximal sur la vente au détail.
Choix du matériau : PP vs. ABS pour la durabilité des couleurs
Le choix entre le polypropylène (PP) et l'acrylonitrile-butadiène-styrène (ABS) pour la coque de la glacière a un impact direct sur le coût et la qualité visuelle. Le PP est le matériau de base pour les commandes promotionnelles à grand volume, car son coût inférieur au kilogramme en fait le matériau idéal pour les séries de production à budget limité, comme notre glacière thermoélectrique Classic 24L. L'ABS, bien que plus cher, offre une finition de surface supérieure qui améliore la présentation de la marque. Sa surface lisse et brillante rend les logos plus nets et les couleurs plus éclatantes, ce qui justifie le coût des campagnes haut de gamme. Pour toute couleur personnalisée, la cohérence d'un lot à l'autre est garantie par l'utilisation des normes Pantone pour les puces plastiques. Nous avons besoin de codes Pantone spécifiques pour formuler le mélange maître de plastique, ce qui garantit que le produit final correspond parfaitement à la palette de votre marque.
Production saisonnière : MOQ et délais d'exécution des lots de couleurs
L'exécution d'une série de couleurs personnalisées pour une campagne saisonnière nécessite une planification minutieuse. Pour nos modèles thermoélectriques, une quantité minimale de commande de 500 unités est nécessaire pour qu'un lot de couleur plastique personnalisé soit économiquement viable. Une fois que vous avez approuvé l'échantillon de couleur final, l'horloge de production démarre. Vous devez prévoir un délai de 40 à 50 jours. Ce délai couvre non seulement l'assemblage, mais aussi le processus critique de moussage du PU et notre test obligatoire de performance de refroidissement 100% pour chaque unité. Pour les campagnes de vacances, les palettes populaires comprennent des rouges profonds pour Noël. La fête des pères étant une “fête sans palette”, de nombreuses marques optent pour des tons masculins comme le gris ardoise ou le bleu marine pour s'aligner sur l'esthétique de leur produit.
Application du logo sur des coquilles de couleur personnalisée
Une coque de couleur personnalisée sert de toile à votre marque. Nous utilisons la sérigraphie pour une application durable du logo en impression directe qui lie l'encre directement à l'enveloppe en plastique, résistant ainsi à l'usure et à la déchirure. Pour que le logo soit efficace dans le commerce de détail, plusieurs exigences techniques doivent être respectées.
- Contraste élevé : La couleur du logo doit se détacher de l'arrière-plan personnalisé. Un logo blanc sur une glacière de Noël rouge foncé est très visible, tandis qu'un logo gris foncé sur une coque marine serait difficile à voir.
- Formats de fichiers vectoriels : Tous les logos doivent être fournis dans des formats vectoriels, tels que AI (Adobe Illustrator) ou EPS. Ces fichiers permettent une mise à l'échelle sans perte, garantissant une impression nette et sans pixellisation, même sur des surfaces plastiques légèrement texturées.
Conclusion
La conception d'un refroidisseur thermoélectrique dont le prix de vente est inférieur à $40 est un jeu de compromis stratégiques. En choisissant le plastique PP plutôt que l'ABS et en utilisant de la mousse EPS économique, nous gérons efficacement les coûts des matériaux. Associée à un emballage imbriqué qui réduit les frais de transport maritime, cette approche permet d'obtenir un produit parfaitement positionné pour les ventes promotionnelles à grand volume.
Si vous prévoyez une promotion saisonnière, par exemple pour la fête des pères ou pour Noël, notre équipe peut vous fournir un devis détaillé basé sur ces principes de réduction des coûts. Discutons ensemble de la manière dont nous pouvons personnaliser une glacière pour répondre aux besoins spécifiques de votre marché.
