 Saltar al contenido principal Saltar al pie de página
Saltar al contenido principal Saltar al pie de página 
Conseguir una verdadera rentabilidad (nevera portátil eléctrica de 12 V) es el factor decisivo entre conseguir un contrato de venta al por menor a escala nacional y que su producto sea rechazado por estar unos pocos dólares por encima del presupuesto. Cuando un comprador de una gran superficie fija un precio de venta al público inferior a $40, toda su lista de materiales y su plan logístico se ponen a prueba. Una elección aparentemente insignificante de resina plástica o espuma aislante puede traducirse en un precio FOB final que no se ajuste a lo previsto y que acabe con la operación incluso antes de que empiece la producción. La partida no se gana con un gran ahorro, sino con una docena de pequeñas decisiones calculadas.
Este desglose detalla las estrategias específicas de ingeniería y cadena de suministro necesarias para alcanzar ese agresivo nivel de precios. Analizaremos la relación coste-beneficio de utilizar plástico PP en lugar de ABS para la carcasa y compararemos el aislamiento con láminas de EPS frente a la espuma de inyección de PU, más cara. A continuación, pasaremos a la logística y explicaremos cómo un diseño de embalaje anidado puede reducir los costes de transporte marítimo hasta en 40%. Por último, veremos cómo gestionar las tiradas de colores promocionales para eventos estacionales sin añadir gastos innecesarios a la unidad principal.
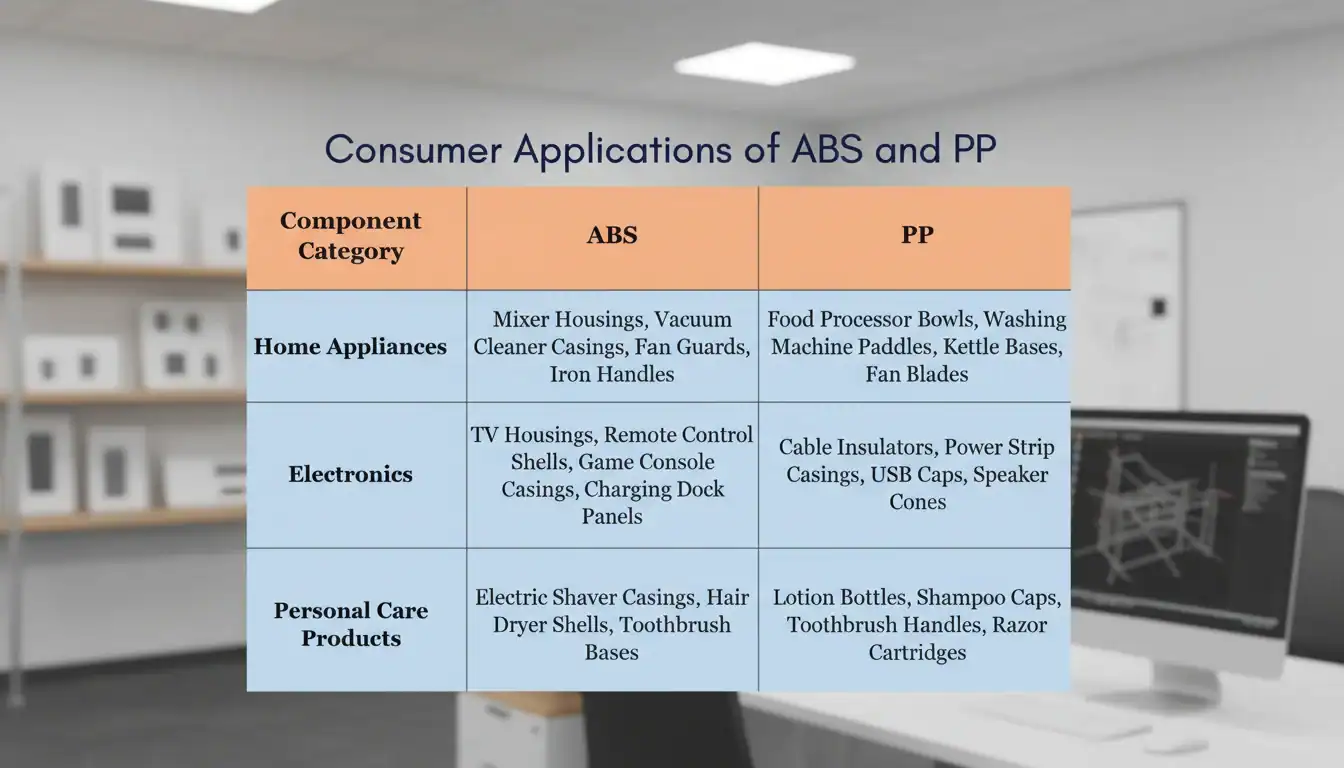
Coste de los materiales: ¿Por qué elegir plástico PP en lugar de ABS?
El polipropileno ofrece menores costes de materias primas para la producción de grandes volúmenes, mientras que el ABS proporciona un mejor valor del ciclo de vida gracias a un acabado y una precisión dimensional superiores.
Análisis del coste de la materia prima por tonelada
El polipropileno (PP) presenta una clara ventaja de coste inicial, con un precio de la materia prima entre $1.283 y $1.350 por tonelada. Esto lo convierte en el termoplástico preferido para la producción a gran escala, donde el coste unitario del material es un factor determinante. Para componentes de gran volumen, esta menor inversión inicial es un factor importante en la planificación del presupuesto.
El ABS, aunque es más caro por tonelada, puede reducir el coste total por pieza en determinadas situaciones de fabricación. A menudo requiere menos trabajo de postprocesado debido a su capacidad para lograr un acabado superficial de mayor calidad directamente del molde. Esta reducción de la mano de obra de acabado y las tolerancias de moldeo más estrictas pueden hacer que el ABS sea una opción más económica si se tiene en cuenta el coste de todo el ciclo de vida, especialmente para piezas en las que el aspecto y la precisión son fundamentales.
Evaluación del rendimiento en entornos exigentes
En aplicaciones expuestas a condiciones duras, el polipropileno demuestra una resistencia superior. Sus propiedades técnicas lo convierten en una opción fiable donde otros plásticos podrían fallar, reduciendo directamente los costes de mantenimiento y sustitución a lo largo de la vida útil del producto. Entre sus principales ventajas de rendimiento se incluyen:
- Resistencia al calor: El PP mantiene su integridad estructural en una amplia gama de temperaturas funcionales, de -20 °C a 120 °C, superando al ABS en entornos de altas temperaturas.
- Resistencia a la fatiga: Este material destaca en aplicaciones que requieren flexiones repetidas. Es la elección estándar para componentes con bisagras vivas, que pueden soportar miles de ciclos sin agrietarse.
- Resistencia química: El PP ofrece una sólida protección frente a los productos químicos industriales más comunes, como ácidos, álcalis y disolventes orgánicos, por lo que resulta ideal para recipientes, revestimientos de depósitos y componentes en entornos corrosivos.
Cuando el ABS ofrece un mejor valor del ciclo de vida
El ABS se convierte en la elección de material más estratégica cuando el coste total de producción y el rendimiento a largo plazo superan el precio de la materia prima. Para piezas que requieren un acabado estético de alta calidad directamente del molde, el ABS reduce significativamente la necesidad de operaciones secundarias como el lijado, la pintura o el pulido. Esto reduce los costes de mano de obra y el tiempo de producción.
Su principal ventaja reside en la estabilidad dimensional. El ABS presenta una menor contracción del material y mantiene tolerancias más estrictas durante el proceso de moldeo por inyección. Esta precisión es esencial para ensamblajes complejos o componentes entrelazados en los que un ajuste perfecto no es negociable, ya que reduce las tasas de desechos y garantiza una calidad constante en todos los lotes de producción.
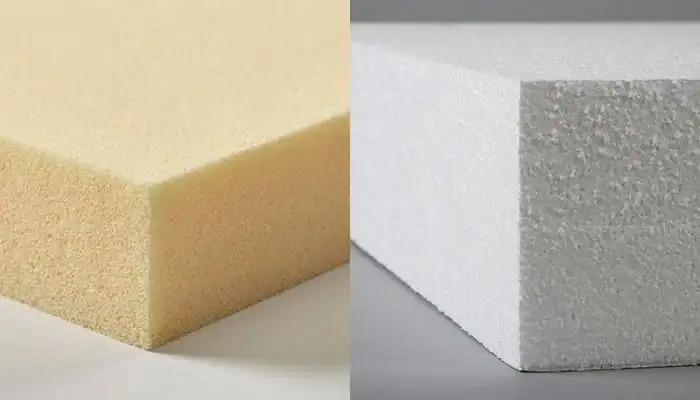
Espuma aislante: EPS (Styrofoam) vs. Inyección de PU - La diferencia de costes
La elección entre el EPS de bajo coste y la espuma de PU de alto rendimiento define directamente el precio, la capacidad de congelación y la durabilidad estructural de una nevera para diferentes mercados.
Materias primas y costes de producción
El poliestireno expandido (EPS) tiene un coste de materia prima por kilogramo significativamente inferior al del poliuretano (PU). Esta ventaja de costes hace del EPS el aislamiento estándar para productos de gran volumen y precio ajustado, como nuestras neveras termoeléctricas. El proceso de fabricación es sencillo y consiste en colocar bloques de espuma preformados en la cavidad de la nevera. En cambio, la inyección de PU requiere un proceso de espumado más complejo con maquinaria especializada, lo que aumenta tanto el material como los gastos generales de fabricación. Este mayor coste se justifica en el caso de las neveras de compresor, cuyo principal objetivo es un rendimiento superior, mientras que el menor coste del EPS favorece el posicionamiento económico de la línea de productos termoeléctricos.
Rendimiento térmico e impacto del valor R
La principal diferencia de rendimiento se reduce a la resistencia térmica, o valor R. La espuma de PU ofrece un valor R mucho mayor, de aproximadamente R-6,5 por pulgada, lo que proporciona el aislamiento superior necesario para que nuestros frigoríficos de compresor alcancen y mantengan temperaturas de congelación de -20 °C. Esta eficiencia significa que el compresor trabaja menos para mantener la temperatura, lo que permite directamente el bajo consumo de energía del modo Eco (menos de 45 W). El EPS proporciona un valor R adecuado de alrededor de R-4 por pulgada. Esto es suficiente para las neveras termoeléctricas que funcionan en base a un Delta T, enfriando el contenido a 15-20°C por debajo de la temperatura ambiente, pero no puede conseguir una congelación real.
Rigidez estructural y durabilidad a largo plazo
La espuma de PU inyectada se adhiere químicamente a las paredes interiores y exteriores de la nevera, creando una estructura única y sólida. Esta construcción monolítica mejora drásticamente la resistencia a los golpes y la rigidez, una característica crítica para el uso todoterreno y las vibraciones del vehículo. El aislamiento EPS, que consiste en bloques encajados por separado, proporciona aislamiento térmico pero no añade resistencia estructural a la unidad en sí. La rigidez proporcionada por la espuma PU es especialmente importante para nuestras unidades compresoras más grandes (35L-50L), ya que garantiza que puedan soportar cargas internas pesadas y la tensión constante del viaje sin deformarse ni agrietarse.
Neveras de coche personalizadas para hacer crecer su negocio

Lógica de embalaje: ¿El anidado de unidades ahorra 40% de flete marítimo?
El anidamiento de neveras más pequeñas dentro de frigoríficos más grandes aumenta la cantidad de carga del contenedor en 35-40%, lo que reduce directamente el coste del flete marítimo por unidad al maximizar la eficiencia volumétrica.
Carga base de contenedores para envíos de una sola SKU
Para entender el ahorro, primero necesitamos una referencia. Consideremos un envío estándar de nuestra nevera termoeléctrica Classic 24L. Cada unidad, embalada en su caja individual, ocupa un volumen específico de metros cúbicos (CBM). Un contenedor estándar de 40 pies de alto cubo (40′ HQ) tiene una capacidad de carga práctica de unos 60 CBM. Teniendo en cuenta las dimensiones de la caja de cartón de la nevera de 24 litros, un envío convencional de una sola SKU admite aproximadamente 1.250 unidades por contenedor. Este número establece el punto de referencia para nuestro coste de flete por unidad; el precio total del flete marítimo dividido por 1.250 nos da el coste de enviar una nevera.
El método de anidamiento: Maximización de la eficiencia volumétrica
El anidamiento es el proceso físico de empaquetar un producto más pequeño dentro del espacio interno vacío de otro más grande. Esta estrategia recupera aire que de otro modo se enviaría con un coste. Una combinación común y eficaz es colocar nuestra Mini Nevera de Consola de 8L directamente dentro de un Frigorífico Compresor Portátil de 50L. El interior de la unidad de 50 litros es espacio muerto en un envío estándar. Al llenarlo con un producto más pequeño y vendible, aumentamos el número total de unidades en el contenedor sin aumentar significativamente el CBM total ocupado. Este método mejora directamente la densidad de carga del contenedor.
Análisis del aumento de la cantidad de carga del 40%
Comparemos las cifras. Mientras que un HQ de 40′ podría contener 600 de los frigoríficos de compresor de 50L cuando se envían solos, el anidamiento nos permite añadir 600 de los refrigeradores de consola de 8L en su interior. El recuento total de productos en el contenedor salta de 600 a 1.200 unidades con sólo un aumento CBM menor de una caja principal más grande. Para los contenedores de modelos mixtos, esta táctica consigue sistemáticamente un aumento de 35-40% en el número total de productos enviados. Aunque los estudios demuestran que la cifra de 40% suele atribuirse erróneamente al ahorro en flete aéreo, el impacto en el flete marítimo es simple matemática: un mayor número de unidades por contenedor reduce directamente el coste en destino por unidad.
Ejecución de un Envío Anidado: Pasos necesarios
Ejecutar con éxito un envío anidado requiere planificación y coordinación. No es un método de embalaje estándar y debe especificarse en el momento del pedido. Los requisitos clave son:
- Orden de compra de modelo mixto: El pedido debe incluir referencias compatibles, como una nevera de compresor grande y una nevera de consola pequeña, en cantidades iguales.
- Caja Master personalizada: Diseñamos y producimos una caja principal más grande y reforzada para alojar ambas unidades de forma segura. Esto protege los productos y los hace manejables como una sola pieza durante la carga.
- Procedimiento de embalaje en fábrica: Nuestra línea de montaje envuelve primero el artículo anidado más pequeño en material protector (por ejemplo, espuma EPE) antes de colocarlo dentro del frigorífico más grande para evitar roces o daños durante el transporte. A continuación, la unidad combinada se embala en la caja principal personalizada.
Consideraciones logísticas y compensaciones
Aunque eficaz, este método introduce pasos logísticos en el destino. El personal de almacén debe recibir formación para desembalar las unidades anidadas, ya que una caja principal contiene ahora dos referencias separadas que deben escanearse en el inventario. Para evitar discrepancias en el inventario, es fundamental etiquetar claramente la caja principal y dar instrucciones a los equipos de recepción. Esta estrategia es la más adecuada para importadores y distribuidores que venden una amplia gama de tamaños de neveras y frigoríficos, lo que les permite beneficiarse de la reducción de los costes de transporte en toda su línea de productos. Requiere una planificación coordinada del inventario entre su equipo y KelyLands para garantizar que los calendarios de producción de ambos modelos se alinean para el embalaje simultáneo.

Colores promocionales: Personalización para el Día del Padre/Navidad
Las promociones de temporada requieren una planificación precisa de los materiales y la producción para alinear los colores personalizados con los objetivos de la marca, los plazos de entrega y las cantidades mínimas de pedido para lograr el máximo impacto en el punto de venta.
Selección de materiales: PP frente a ABS para la durabilidad del color
La elección entre polipropileno (PP) y acrilonitrilo butadieno estireno (ABS) para la carcasa de la nevera influye directamente tanto en el coste como en la calidad visual. El PP es el material más utilizado para pedidos promocionales de gran volumen, ya que su bajo coste por kilogramo lo hace ideal para producciones de bajo presupuesto, como nuestra nevera termoeléctrica Classic 24L. El ABS, aunque más caro, ofrece un acabado superficial superior que mejora la presentación de la marca. Su superficie lisa y brillante hace que los logotipos parezcan más nítidos y los colores más vivos, lo que justifica su coste para campañas de alta calidad. Para cualquier color personalizado, la uniformidad entre lotes está garantizada mediante el uso de las normas Pantone para chips de plástico. Necesitamos códigos Pantone específicos para formular el masterbatch de plástico, lo que garantiza que el producto final se ajuste perfectamente a la paleta de su marca.
Producción estacional: MOQ y plazos de entrega de los lotes de color
La ejecución de una tirada de color personalizada para una campaña estacional requiere una programación cuidadosa. Para nuestros modelos termoeléctricos, es necesaria una cantidad mínima de pedido (MOQ) de 500 unidades para que un lote de color de plástico personalizado sea económicamente viable. Una vez aprobada la muestra de color final, comienza el reloj de producción. Debe tener en cuenta un plazo de entrega de 40-50 días. Este periodo abarca no sólo el montaje, sino también el proceso crítico de espumado de PU y nuestras pruebas de rendimiento de refrigeración 100% obligatorias para cada unidad. Para las campañas navideñas, las paletas más populares incluyen rojos intensos para Navidad. Como el Día del Padre es una “fiesta sin paleta”, muchas marcas optan por tonos masculinos como el gris pizarra o el azul marino para alinearse con la estética de su producto.
Aplicación del logotipo en carcasas de colores personalizados
Una carcasa de color personalizado sirve de lienzo para su marca. Utilizamos la serigrafía para una aplicación de logotipo duradera y de impresión directa que adhiere la tinta directamente a la carcasa de plástico, resistiendo el desgaste. Para garantizar la eficacia del logotipo en el punto de venta, deben cumplirse varios requisitos técnicos.
- Alto contraste: El color del logotipo debe destacar sobre el fondo personalizado. Un logotipo blanco sobre una nevera navideña de color rojo intenso tiene una gran visibilidad, mientras que un logotipo gris oscuro sobre un fondo azul marino sería difícil de ver.
- Formatos de archivos vectoriales: Debe proporcionar todos los logotipos en formatos vectoriales, como AI (Adobe Illustrator) o EPS. Estos archivos permiten escalar sin pérdidas, lo que garantiza una impresión nítida y definida sin pixelado, incluso en superficies de plástico ligeramente texturizadas.
Conclusión
Diseñar una nevera termoeléctrica con un precio de venta inferior a $40 es un juego de equilibrios estratégicos. Al elegir plástico PP en lugar de ABS y utilizar espuma EPS económica, gestionamos eficazmente los costes de material. Combinado con un diseño de embalaje anidado que reduce los gastos de transporte marítimo, este enfoque ofrece un producto perfectamente posicionado para ventas promocionales de gran volumen.
Si está planeando una promoción de temporada, como para el Día del Padre o Navidad, nuestro equipo puede proporcionarle un presupuesto detallado basado en estos principios de ahorro de costes. Hablemos de cómo podemos personalizar una nevera para las necesidades específicas de su mercado.
