 跳转到主要内容 跳转到页脚
跳转到主要内容 跳转到页脚 
Achieving true Cost Efficiency(12v electric cool box) is the defining factor between securing a nationwide retail contract and having your product rejected for being a few dollars over budget. When a big-box buyer sets a target retail price under $40, your entire bill of materials and logistics plan is put to the test. A seemingly minor choice in plastic resin or insulation foam can cascade into a final FOB price that misses the mark, effectively killing the deal before production even starts. The game isn’t won with one big saving, but with a dozen small, calculated decisions.
This breakdown details the specific engineering and supply chain strategies required to hit that aggressive price point. We’ll analyze the cost-benefit of using PP plastic over ABS for the housing and compare EPS sheet insulation against more expensive PU injection foam. The analysis then shifts to logistics, explaining how a nested packaging design can cut sea freight costs by up to 40%. Finally, we’ll cover how to manage promotional color runs for seasonal events without adding unnecessary expense to the core unit.
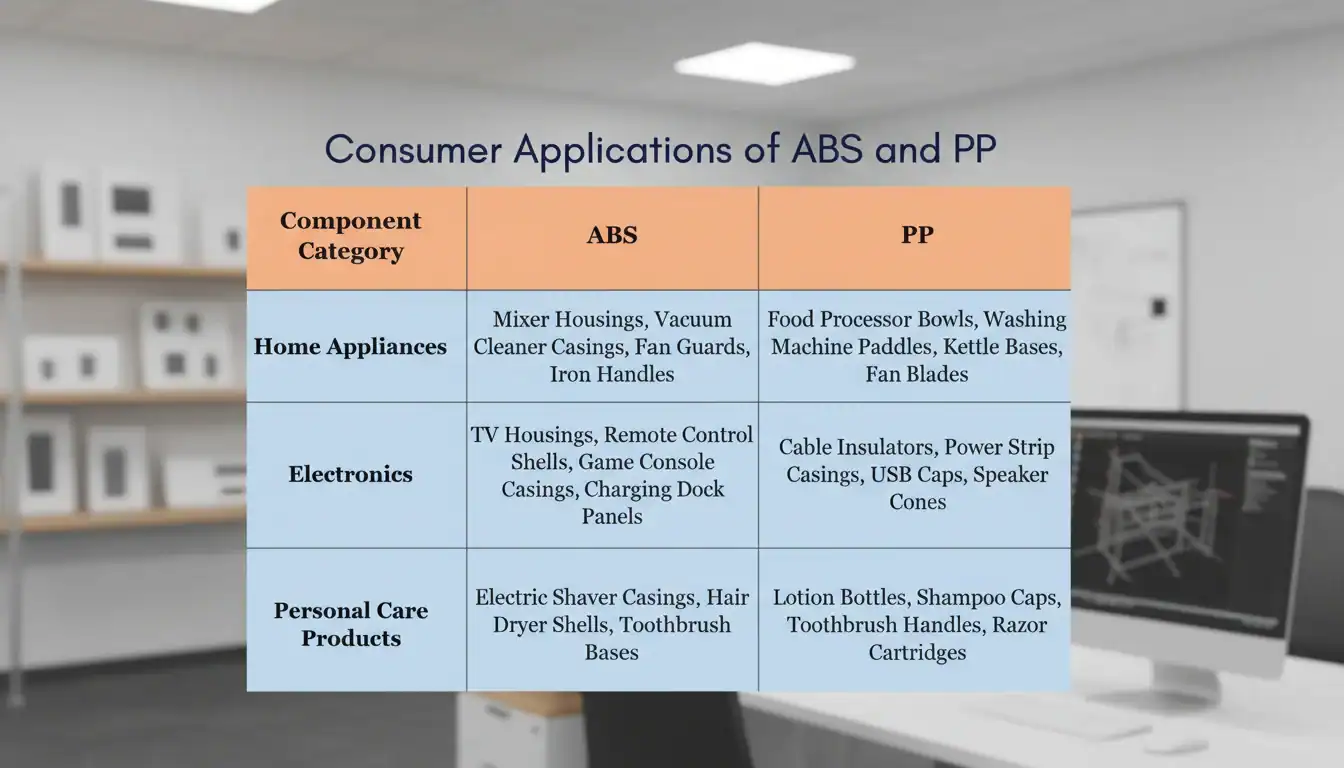
Material Costs: Why Choose PP Plastic Over ABS?
Polypropylene offers lower raw material costs for high-volume production, while ABS provides better lifecycle value through superior finish and dimensional precision.
Analyzing Raw Material Cost per Ton
Polypropylene (PP) presents a clear upfront cost advantage, with raw material pricing between $1,283 and $1,350 per ton. This positions it as the go-to thermoplastic for large-scale production runs where the per-unit material cost is a primary driver. For high-volume components, this lower initial investment is a significant factor in budget planning.
ABS, while more expensive per ton, can reduce the total cost per part in specific manufacturing scenarios. It often requires less post-processing work due to its ability to achieve a higher quality surface finish directly from the mold. This reduction in finishing labor and tighter molding tolerances can make ABS a more economical choice when considering the entire lifecycle cost, especially for parts where appearance and precision are critical.
Evaluating Performance in Demanding Environments
In applications exposed to harsh conditions, Polypropylene demonstrates superior resilience. Its technical properties make it a reliable choice where other plastics might fail, directly reducing maintenance and replacement costs over the product’s lifespan. Key performance advantages include:
- Heat Resistance: PP maintains its structural integrity across a wide functional temperature range, from –20°C to 120°C, outperforming ABS in high-heat environments.
- Fatigue Resistance: The material excels in applications requiring repeated flexing. It’s the standard choice for components with living hinges, which can endure thousands of cycles without cracking.
- Chemical Resistance: PP offers robust protection against common industrial chemicals, including acids, alkalis, and organic solvents, making it ideal for containers, tank linings, and components in corrosive settings.
When ABS Delivers Better Lifecycle Value
ABS becomes the more strategic material choice when the total cost of production and long-term performance outweigh the raw material price. For parts that require a high-quality aesthetic finish straight from the mold, ABS significantly reduces the need for secondary operations like sanding, painting, or polishing. This cuts down on labor costs and production time.
Its primary advantage lies in dimensional stability. ABS exhibits less material shrinkage and holds tighter tolerances during the injection molding process. This precision is essential for complex assemblies or interlocking components where a perfect fit is non-negotiable, reducing scrap rates and ensuring consistent quality across production batches.
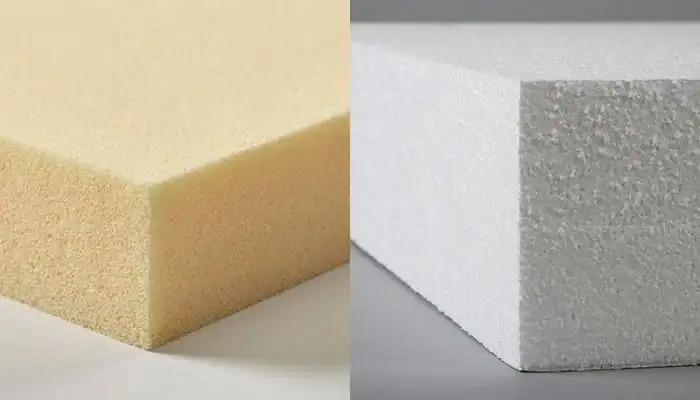
Insulation Foam: EPS (Styrofoam) vs. PU Injection – The Cost Gap
The choice between low-cost EPS and high-performance PU foam directly defines a cooler’s price point, freezing capability, and structural durability for different markets.
Raw Material and Production Costs
Expanded Polystyrene (EPS) has a significantly lower raw material cost per kilogram compared to Polyurethane (PU). This cost advantage makes EPS the standard insulation for high-volume, price-sensitive products like our thermoelectric coolers. The manufacturing process is straightforward, involving fitting pre-formed foam blocks into the cooler cavity. In contrast, PU injection requires a more complex foaming process with specialized machinery, which increases both the material and manufacturing overhead. This higher cost is justified for compressor fridges where superior performance is the primary goal, while the lower cost of EPS supports the budget-friendly positioning of the thermoelectric product line.
Thermal Performance and R-Value Impact
The primary performance difference comes down to thermal resistance, or R-value. PU foam delivers a much higher R-value of approximately R-6.5 per inch, providing the superior insulation necessary for our compressor fridges to achieve and hold deep-freeze temperatures of -20°C. This efficiency means the compressor works less to maintain temperature, which directly enables the low power consumption of Eco Mode (under 45W). EPS provides an adequate R-value of around R-4 per inch. This is sufficient for thermoelectric coolers that function based on a Delta T, cooling contents to 15–20°C below the ambient temperature, but it cannot achieve a true freeze.
Structural Rigidity and Long-Term Durability
Injected PU foam chemically bonds to the cooler’s inner and outer walls, creating a single, solid structure. This monolithic construction dramatically improves shock resistance and rigidity, a critical feature for off-road use and vehicle vibration. EPS insulation, which consists of separate fitted blocks, provides thermal insulation but adds no structural strength to the unit itself. The rigidity provided by PU foam is especially important for our larger compressor units (35L-50L), ensuring they can withstand heavy internal loads and the constant stress of travel without warping or cracking.
Custom-Branded Car Coolers to Grow Your Business

Packaging Logic: Does Nesting Units Save 40% on Sea Freight?
Nesting smaller coolers inside larger fridges increases container load quantity by 35-40%, directly reducing the per-unit sea freight cost by maximizing volumetric efficiency.
Baseline Container Loading for Single-SKU Shipments
To understand the savings, we first need a baseline. Consider a standard shipment of our Classic 24L Thermoelectric Cooler. Each unit, packed in its individual carton, occupies a specific cubic meter (CBM) volume. A standard 40-foot high-cube (40′ HQ) container has a practical loading capacity of around 60 CBM. Based on the 24L cooler’s carton dimensions, a conventional, single-SKU shipment allows for approximately 1,250 units per container. This number sets the benchmark for our per-unit freight cost; the total ocean freight price divided by 1,250 gives us the cost to ship one cooler.
The Nesting Method: Maximizing Volumetric Efficiency
Nesting is the physical process of packing a smaller product inside the empty internal space of a larger one. This strategy reclaims air that would otherwise be shipped at a cost. A common and effective pairing is placing our Mini 8L Console Cooler directly inside a 50L Portable Compressor Fridge. The interior of the 50L unit is effectively dead space in a standard shipment. By filling it with a smaller, saleable product, we increase the total number of units in the container without significantly increasing the total CBM occupied. This method directly improves container load density.
Analyzing the 40% Increase in Load Quantity
Let’s compare the numbers. While a 40′ HQ might hold 600 of the 50L compressor fridges when shipped alone, nesting allows us to add 600 of the 8L console coolers inside them. The total product count in the container jumps from 600 to 1,200 units with only a minor CBM increase from a larger master carton. For mixed-model containers, this tactic consistently achieves a 35-40% increase in the total number of products shipped. While research shows the 40% figure is often misattributed from air freight savings, the impact on sea freight is simple math: a higher unit count per container directly lowers the landed cost per unit.
Executing a Nested Shipment: Required Steps
Successfully executing a nested shipment requires planning and coordination. This isn’t a standard packing method and must be specified at the time of order. The key requirements are:
- Mixed-Model Purchase Order: The order must include compatible SKUs, such as a large compressor fridge and a small console cooler, in matching quantities.
- Custom Master Carton: We design and produce a larger, reinforced master carton to house both units securely. This protects the products and makes them manageable as a single piece during loading.
- Factory Packing Procedure: Our assembly line first wraps the smaller, nested item in protective material (e.g., EPE foam) before placing it inside the larger fridge to prevent scuffs or damage during transit. The combined unit is then packed into the custom master carton.
Logistical Considerations and Trade-Offs
While effective, this method introduces logistical steps at the destination. Warehouse staff must be trained to unpack the nested units, as one master carton now contains two separate SKUs that need to be scanned into inventory. Clear labeling on the master carton and instructions for receiving teams are critical to avoid inventory discrepancies. This strategy is best suited for importers and distributors who sell a diverse range of cooler and fridge sizes, allowing them to benefit from the reduced freight costs across their product line. It demands coordinated inventory planning between your team and KelyLands to ensure production schedules for both models align for simultaneous packing.

Promotional Colors: Customizing for Father’s Day/Christmas
Seasonal promotions require precise material and production planning to align custom colors with branding goals, lead times, and minimum order quantities for maximum retail impact.
Material Selection: PP vs. ABS for Color Durability
The choice between Polypropylene (PP) and Acrylonitrile Butadiene Styrene (ABS) for the cooler’s shell directly impacts both cost and visual quality. PP is the workhorse material for high-volume promotional orders, as its lower per-kilogram cost makes it ideal for budget-sensitive production runs, like our Classic 24L Thermoelectric Cooler. ABS, while more expensive, provides a superior surface finish that enhances brand presentation. Its smooth, high-gloss surface makes logos appear sharper and colors more vibrant, justifying the cost for premium campaigns. For any custom color, batch-to-batch consistency is guaranteed by using Pantone plastic chip standards. We require specific Pantone codes to formulate the plastic masterbatch, ensuring the final product perfectly matches your brand’s palette.
Seasonal Production: MOQ and Color Batch Lead Times
Executing a custom color run for a seasonal campaign requires careful scheduling. For our thermoelectric models, a Minimum Order Quantity (MOQ) of 500 units is necessary to make a custom plastic color batch economically viable. Once you approve the final color sample, the production clock starts. You must account for a full 40-50 day lead time. This period covers not just assembly but also the critical PU foaming process and our mandatory 100% cooling performance testing for every unit. For holiday campaigns, popular palettes include deep reds for Christmas. Since Father’s Day is a “palette-less holiday,” many brands opt for masculine tones like slate gray or navy blue to align with their product’s aesthetic.
Logo Application on Custom-Colored Shells
A custom color shell serves as the canvas for your brand. We use silk-screening for a durable, direct-print logo application that bonds the ink directly to the plastic casing, resisting wear and tear. To ensure the logo is effective at retail, several technical requirements must be met.
- High Contrast: The logo color must stand out against the custom background. A white logo on a deep red Christmas cooler has high visibility, while a dark gray logo on a navy shell would be difficult to see.
- Vector File Formats: You must provide all logos in vector formats, such as AI (Adobe Illustrator) or EPS. These files allow for lossless scaling, ensuring a crisp, sharp print without pixelation, even on slightly textured plastic surfaces.
Conclusion
Engineering a thermoelectric cooler for a sub-$40 retail price is a game of strategic trade-offs. By selecting PP plastic over ABS and using budget-friendly EPS foam, we manage material costs effectively. Combined with a nested packaging design that cuts sea freight expenses, this approach delivers a product perfectly positioned for high-volume promotional sales.
If you are planning a seasonal promotion, such as for Father’s Day or Christmas, our team can provide a detailed quote based on these cost-saving principles. Let’s discuss how we can customize a cooler for your specific market needs.
